 +8613505407298
+8613505407298 trihope@aliyun.com
trihope@aliyun.com





Алюмініевая экструзійная машына найвышэйшай якасці - Шматфункцыянальная машына для апрацоўкі шын для штампоўкі, зрэзкі і гнуткасці - Дэталь Trihope:
Штампоўка мае бібліятэку вежавых інструментаў, яна можа ўтрымліваць максімум 8 штампаў (штампоўка і цісненне) або 7 штампаў і 1 штамп для эмосінга;
Блок выгібу прымае агульную структуру, кутні метад з ЧПУ, аперацыя простая і высокая дакладнасць;
Блок зруху мае круглую агульную структуру, яго дызайн новы і ўнікальны, належнае напружанне, якое можа гарантаваць працяглы час выкарыстання без дэфармацыі;
АсаблівасцьШыноправодная машына :
Штампоўка і гнуткавая машына для рэзкі шын выкарыстоўвае схему канструкцыі двухслаёвых платформ, тры прылады могуць працаваць адначасова, не замінаючы адна адной.
Машына для штампоўкі і выгібу рэзкі абсталявана сістэмай аўтаматычнай запраўкі і зліву, аперацыя простая і зручная, гідраўлічнае алей паступае ў масляны бак праз фільтр, які можа абараніць усю гідраўлічную сістэму ад любых забруджванняў;
Выгібальная машына для рэзкі шын і штампоўкі выкарыстоўвае масляны бак з нержавеючай сталі, які можа гарантаваць адсутнасць каразійнай дэгенерацыі гідраўлічнага алею і падаўжэнне тэрміну службы гідраўлічнага алею і кожнай ўшчыльняльнай часткі;
Кантроль PLC, стабільны і надзейны.
Тэхнічныдадзеныя дляШыны Punch Cut Bend:
| Пункт | Матэрыялы | АпрацоўкаТаўшчыня×Уidth | Максімальны ўдар | Максімальная выхадная магутнасць |
| Агрэгат перфаратара | Медзь / алюміній | Таўшчыня: 15 мм | 25 | 350 кун |
| Агрэгат зруху | 15×160 мм | |||
| Адгінаць агрэгат | 15×160 мм |
КанфігурацыязМашына для апрацоўкі шын
| Памер платформы (мм) | Вагамашыны(кг) | Нумаррухавіка | Агульная магутнасць рухавікоў (кВт) | Праца напружання (v) | Колькасць гідраўлічнай станцыі і характарыстыкі (Мпа) | Спосаб кантролю |
| Пласт 1:1500×1200 | 1460 год | 4 | 11.37 | 380 | 3×31,5 | PLC + вугал выгібу мурыкулярны кантроль |
| Пласт 2:840×370 |
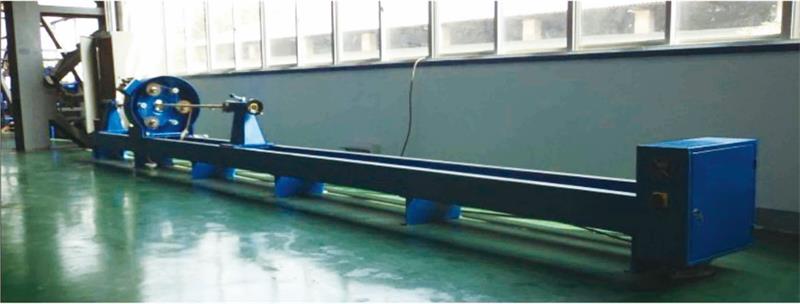
Падрабязныя фатаграфіі прадукту:

Кіраўніцтва па адпаведных прадуктах:
Алюмініевая экструзійная машына найвышэйшай якасці - шматфункцыянальная машына для апрацоўкі шын для штампоўкі, рэзкі і гнуткасці - Trihope, прадукт будзе пастаўляцца па ўсім свеце, напрыклад: , , ,
 Па ад - Па ад -
Па ад - Па ад - Катэгорыі тавараў
-

Выпрабаванне тыпу Transformer высокай выразнасці - Эна...
-
Вытворца аўтаматычнага гнуткавага станка - T...
-

Завод OEM машын для ачысткі ізаляцыйнага масла...
-

Кітайская прафесійная машына для фільтрацыі алею - ...
-
Алюмініевая экструзійная машына лепшай якасці - транс...
-

Уцечка бака трансфарматарнага масла 2019 года ў Кітаі...